Solvents are universally used in wide variety of industries, their use by no means being limited to the chemical industry. The choice of solvents such as xylene, acetone, butyl acetate, methanol etc. depends on the type of application and economical considerations. In many cases, the solvent – after use – is contaminated and not in a reusable condition. Purchase of fresh solvent and disposal costs of the contaminated solvent can prove expensive operations. Therefore, it makes sound economic sense to investigate the recovery of contaminated solvents for re-use.
GOEL design and supply solvent recovery plants which are capable of recovering solvents from a few kg/day to many tons/day.
Applications of Solvent Recovery System:
- GOEL Solvent Recovery Units are carefully designed to cater the specific requirement for each duty for wide range of solvents.
- Continuous Distillation Units have distinct advantages, such as
- 2.1. Ease of Operation due to steady state working.
- 2.2 Economical design as each equipment viz. column, condenser reboiler is designed for uniform and steady-load.
- 2.3 Uniform product quality,
- 2.4 Uniform & low consumption of utilities.
- 2.5 Higher productivity as down time for start-up, emptying etc. is eliminated.
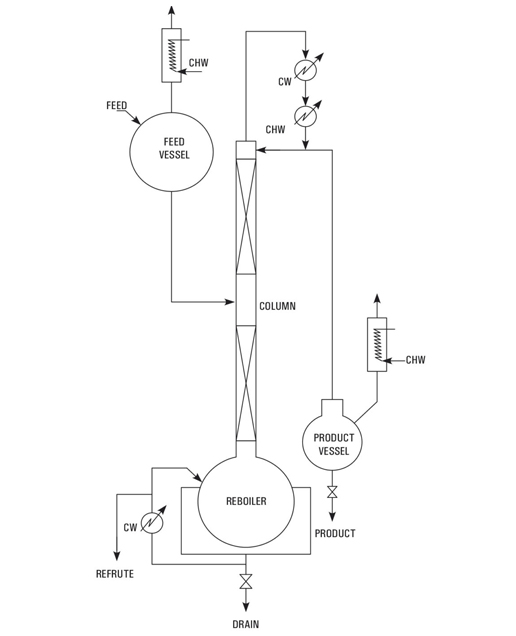
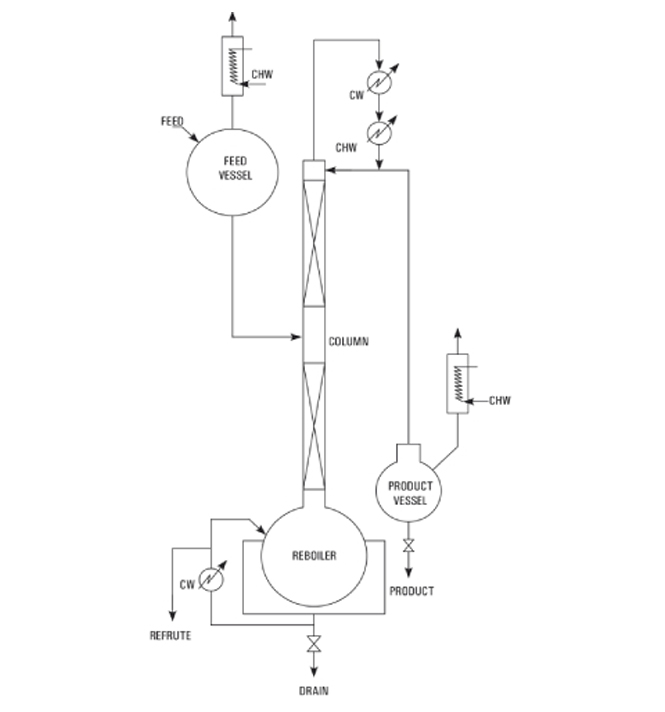
The outline flow-sheet of the plan is shown in Figure. Regulated quantity of feed is fed to a distillation column from an overhead vessel. The overhead vessel is provided with a vent condenser with chilled water circulation to arrest loss of acetone vapor. The reboiler at the bottom of column in this case was a steam heated oil-bath. The vapors from top of the column pass through primary and secondary condensers with cooling water and chilled water circulation. The condensate is partially refluxed and balance continuously drawn out and collected in receiver provided with a vent condenser. The residue from the reboiler is continuously drained out.