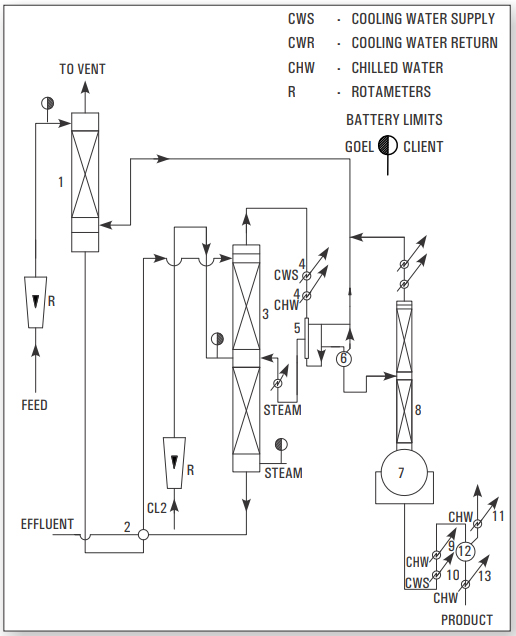
Bromine is available in the sea bittern and Industrial waste, e.g. Aq. HBr / Aq. NaBr / Aq. KBr. The Bromine concentration in the feedstock varies from 2 gpl to 300 gpl from industry to industry.
Goel Impex offers a bromine recovery plant for various feedstock based on his 20 years of expertise in this field. Goel Impex suggests a cold process for bromine concentration below 3 gpl and a Hot process above 3 gpl.