
At Goel Impex, we provide innovative solutions for chemical purification needs, including our advanced Hydrochloric Acid (HCL) Purification System. Our system is designed to meet the highest industry standards and ensures the purity and reliability required for various industrial applications.
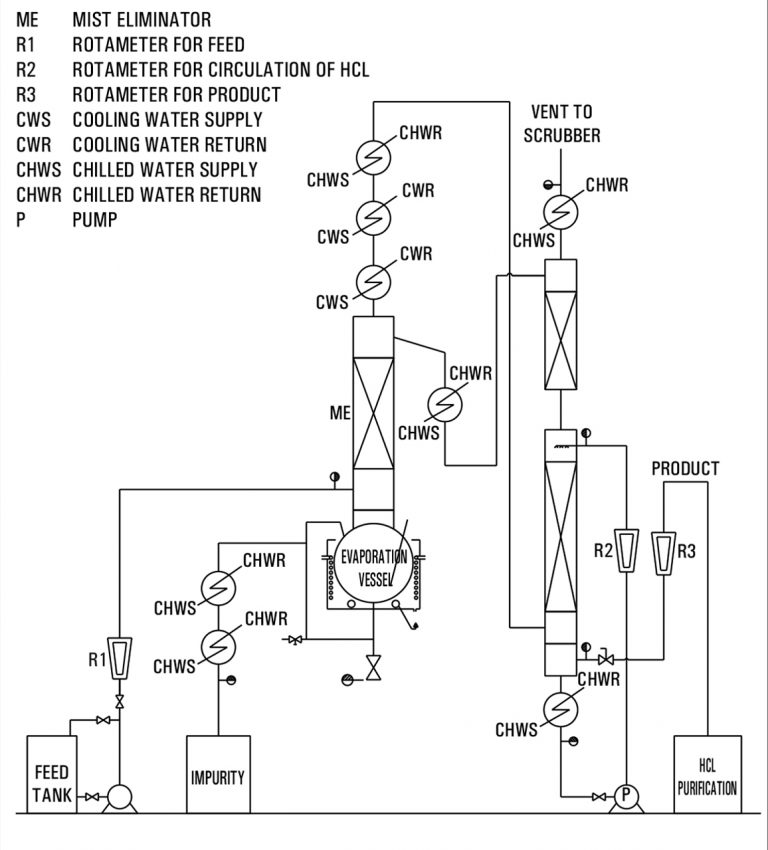
Commercial Grade Acid (30% HCL) is feed to the Reboiler through a Flow meter. The feed will be heated in the re-boiler by heating the media to evaporate 20-22% HCL. The 20-22% HCL+ Water Vapour generated will be condensed in the Top Cooler with Cooling water & chilled water. The gas leaving the top will be pure HCL gas and fed to the scrubber, which will be scrubbed further with condensed Azeotropic solution or with fresh process water to make ultrapure HCL.
There are various options to make an ultrapure HCL Purification System Depending on the following factors:
Feed quality
Effluent generation
Capital investment, etc
Goel offers various solution for HCL purification based on customer need.
| Sr. No. | Feed 30% HCl (w/w) | Product 36-37% HCl | Cooling Water @32 deg. C | Chilled Water @8 deg. C | Power |
|---|---|---|---|---|---|
| Kg/hr | Kg/hr | Cu. m. / hr * | Cu. m. / hr * | KWH (Max.) | |
| 1 | 15 | 12.5 | 8-10 | 5-6 | 10 |
Why Choose Our HCL Purification System?
Efficiency and Reliability: Our HCL Purification System is engineered to deliver excellent efficiency in purifying hydrochloric acid. It removes impurities effectively, ensuring consistent quality that meets stringent industry requirements.
Advanced Technology: Utilizing the latest filtration and purification techniques, our system guarantees superior results. It incorporates innovative processes to improve purity levels, making it ideal for industries demanding high performance standards.
Customizable Solutions: We understand that different applications have unique needs. That’s why our HCL Purification System can be designed for specific requirements, ensuring optimal performance across various industrial settings.
Cost-effective Operation: Focusing on sustainability and cost-efficiency, our system minimizes waste and energy consumption without compromising quality. This helps in reducing operational costs over the system's lifespan.
Key Features of the HCL Purification System:
High Purity Output: Achieves purity levels that exceed industry standards.
Robust Build: Designed for durability and reliability in demanding environments.
User-friendly Interface: Easy operation and maintenance for enhanced usability.
Safety Assurance: Built-in safety features to protect operators and equipment.
Applications of HCL Purification System:
Our HCL Purification System finds applications in:
Chemical manufacturing
Semiconductor industry
Pharmaceutical production
Environmental laboratories
Learn how our HCL Purification System can help you improve operating efficiency and product quality. Contact us today to discuss your requirements and the benefits of integrating our advanced purification technology into your processes.




